Are you handy and like to DIY your home or equipment repairs?
Do you know exactly what you need for a replacement part or adapter but don’t have easy access to the sort of machine shop tooling that could turn sketch into part?
I spend much of my time designing parts which are then processed into reality through the modern magic of CNC lasering, machining, bending; and welding.
Harness the magic and bend it to your whim!
How to start? If you’re not familiar with CAD software and do not want to learn it (many creative, handy types fit this description), but you can sketch out and dimension your parts on paper, then you can find someone to re-create your designs in a CAD environment and produce the files and drawings a machine shop needs to turn your vision into reality.
What is a Simple Part?
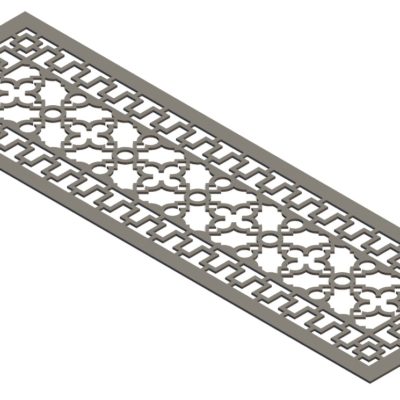
Here’s an example of what I call a “simple part”. Because its design is 2-Dimensional. YES, the finished part inhabits the 3-D universe, because it has the 3rd dimension of Depth. But the DESIGN of its features can be done completely in one view. Its entirety could be theoretically produced by extrusion alone, or material removal on one plane.

Not that a “simple part” can’t be one that requires more processing, like tapped holes and bores, or features that are machined onto another plane. But at some point a part gets less simple and more processed until the setup, programming, tooling, times, and materials needed to produce it mean it would probably be more cost effective to buy a vendor’s replacement part version rather than make a one-off or small batch run. Or if it’s an original design and you don’t have a fabrication background and unlimited budget, it’s good to have a person with Design For Manufacturing experience help you interpret your ideas into economical models.
Communicating Dimensions
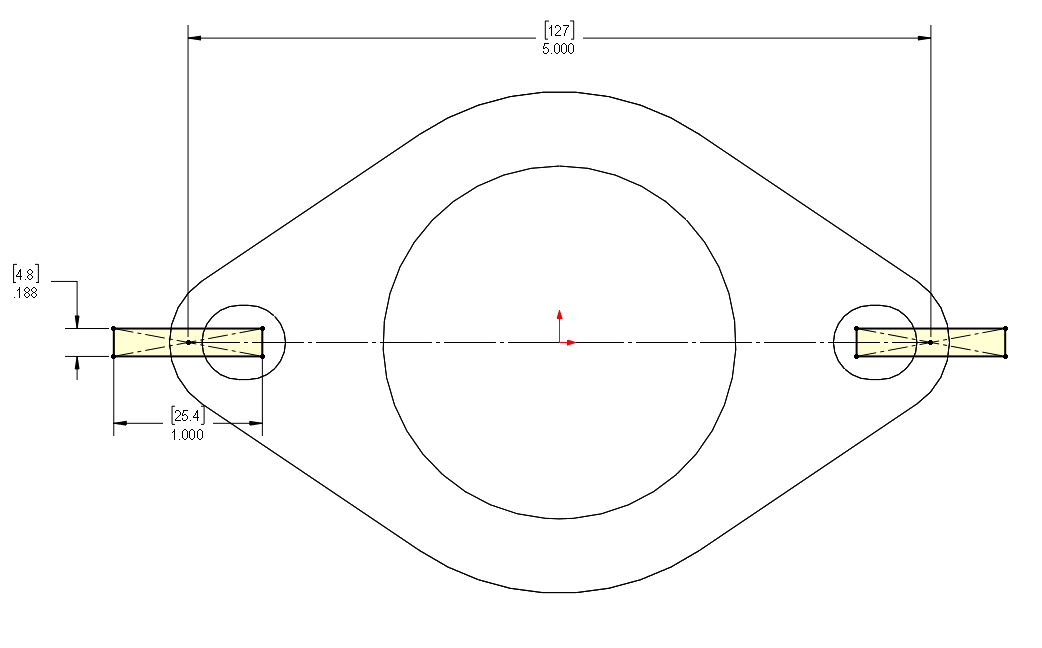
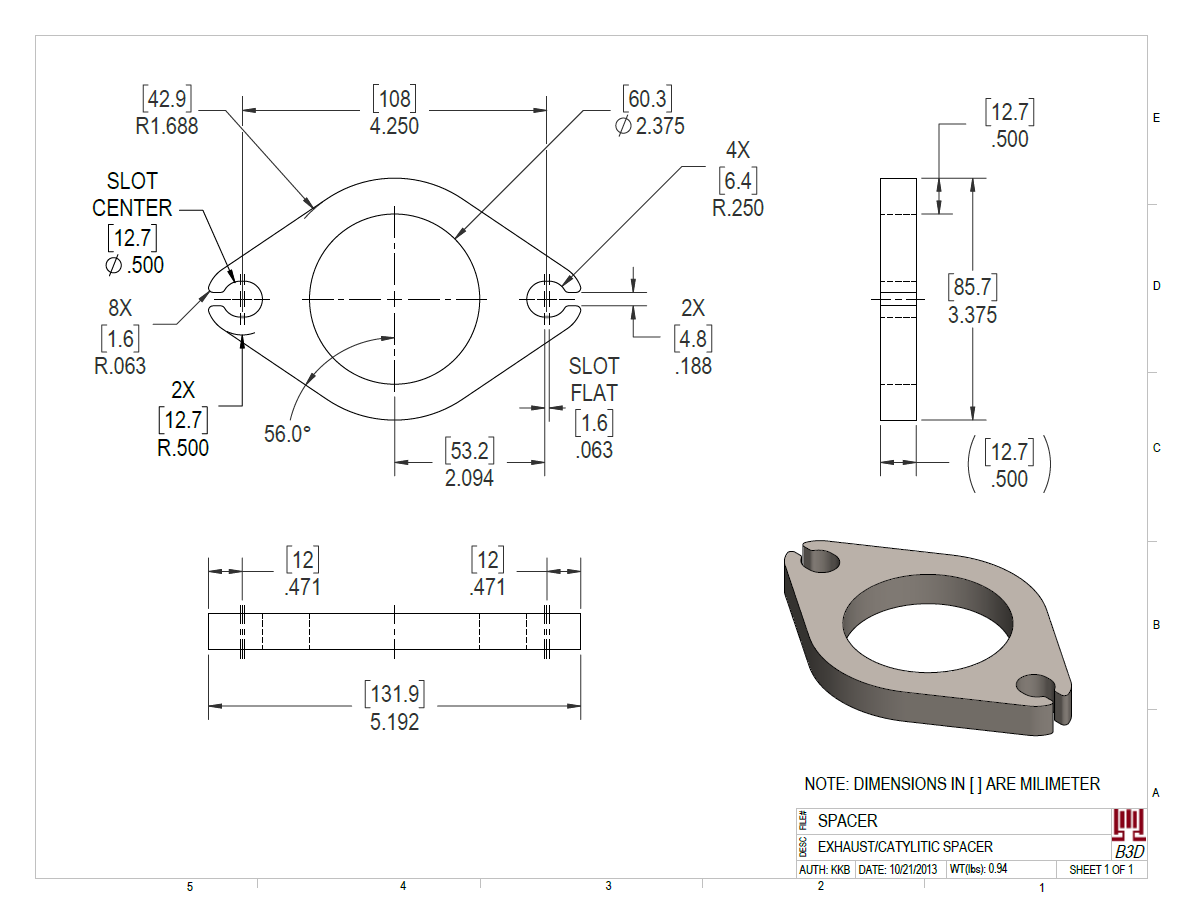
This is a spacer I made to fix a problem when a mechanic installed a new catalytic converter on a car–and he must have cut things a little short. On cold days, or before the exhaust warmed up, it ran loud and would rip annoying tin can machine gun farts on acceleration. It took a few miles of heat expansion to get the muffler to muffle.
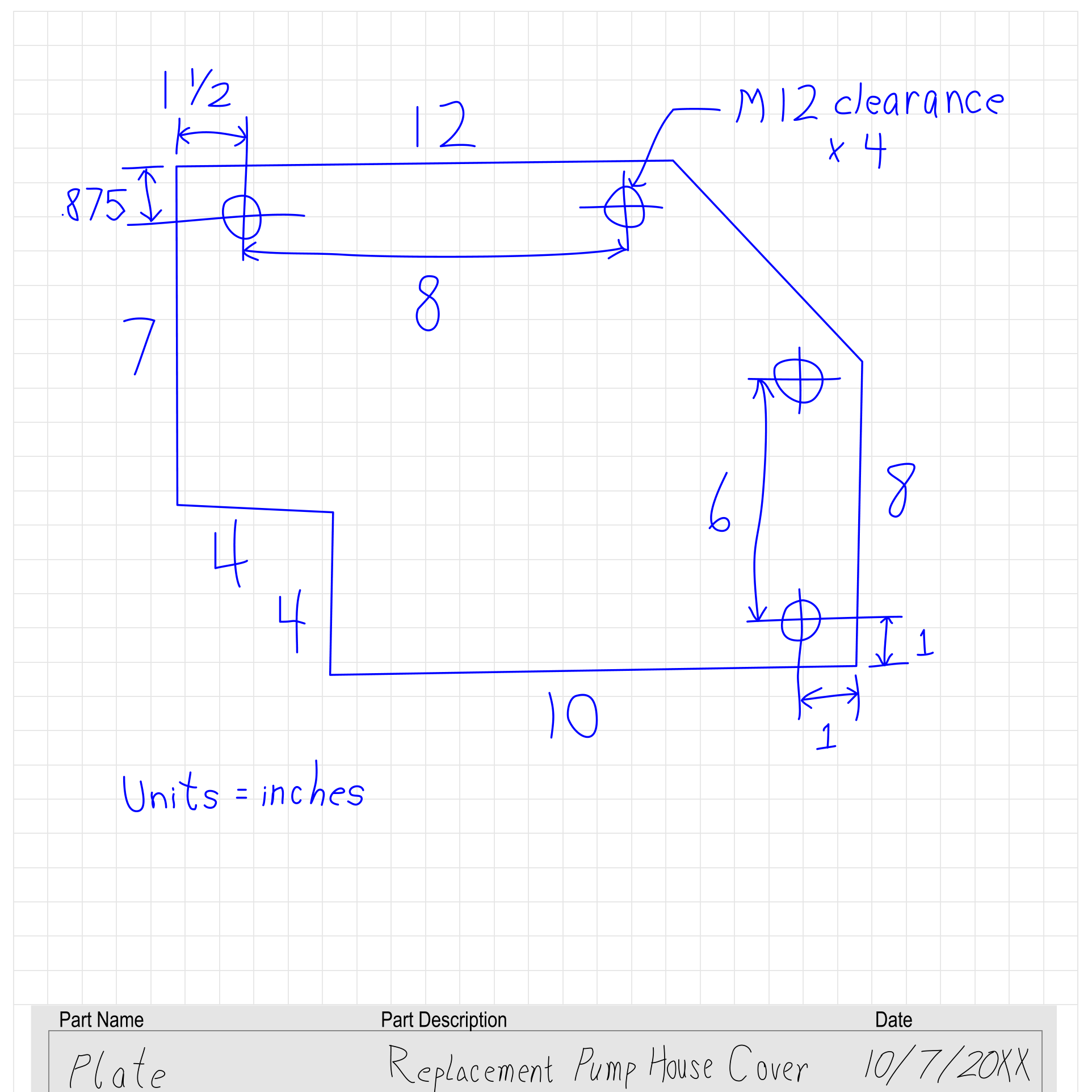
I was there, waiting in the shop that day when they realized the new exhaust wasn’t fitting because the assembly had been shortened too much. So I grabbed the flange gasket that came with the catalytic converter kit and sketched it as a profile for a spacer. I used a tape measure and wrote down some of the critical dimensions on my sketch, so I could have a part made later. I brought the finished part to the shop, they installed it, and no more tin can farting on cold days..
Pencil Rubbings of Parts
A tip for accurate part recreation; a small flat part may be easy to lay a piece of paper over, then grab a pencil, and make a rubbing of the part. Then you can tell someone like me ”hole A and hole B are exactly 2.5″ apart on center, and they’re both 8mm diameter.” After you scan and email your rubbing, I can take that info and import it into CAD software, scale it by your dimensions of hole size and spacing, and accurately figure the other dimensions.
If your replacement part has a lot of holes and mating features that absolutely need to line up, making rubbings can be a quick way for communicating accuracy to your designer. So can laying your part on a scan bed, if it’s small enough.
Here’s Where My Experience Adds Value
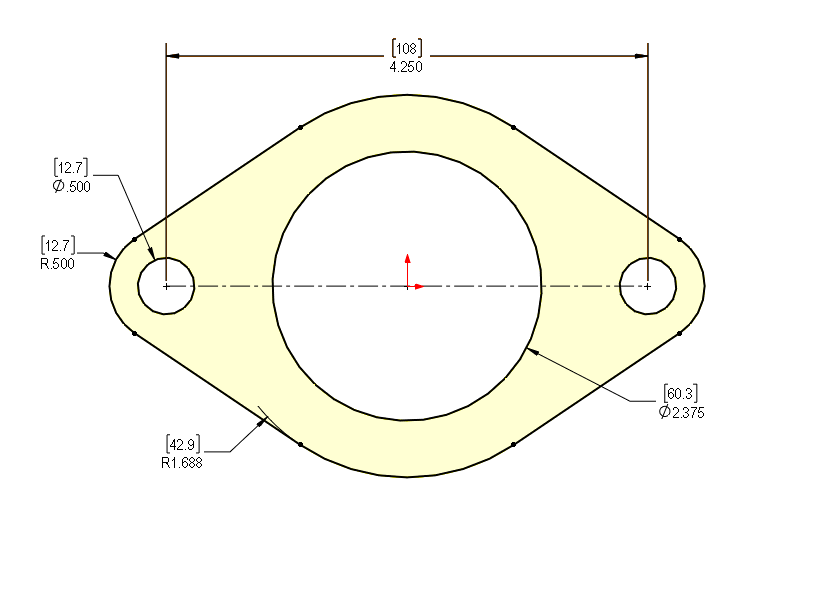
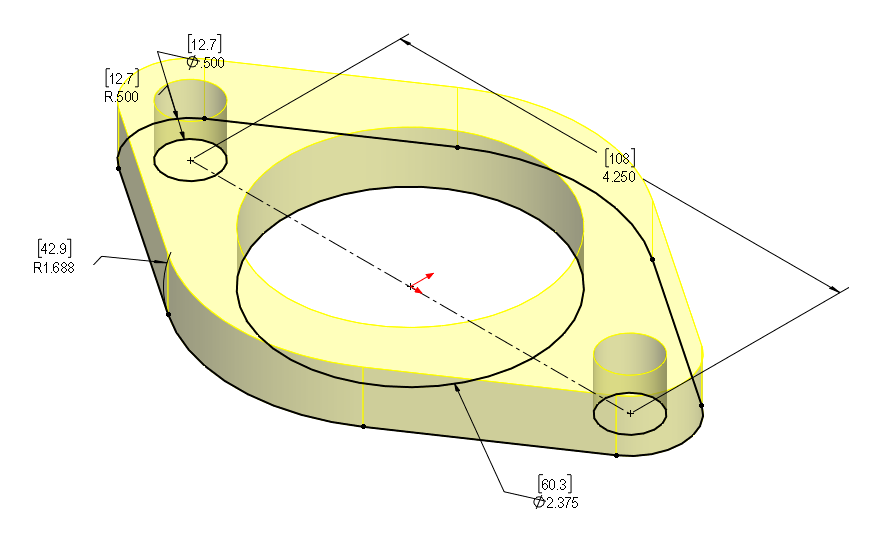
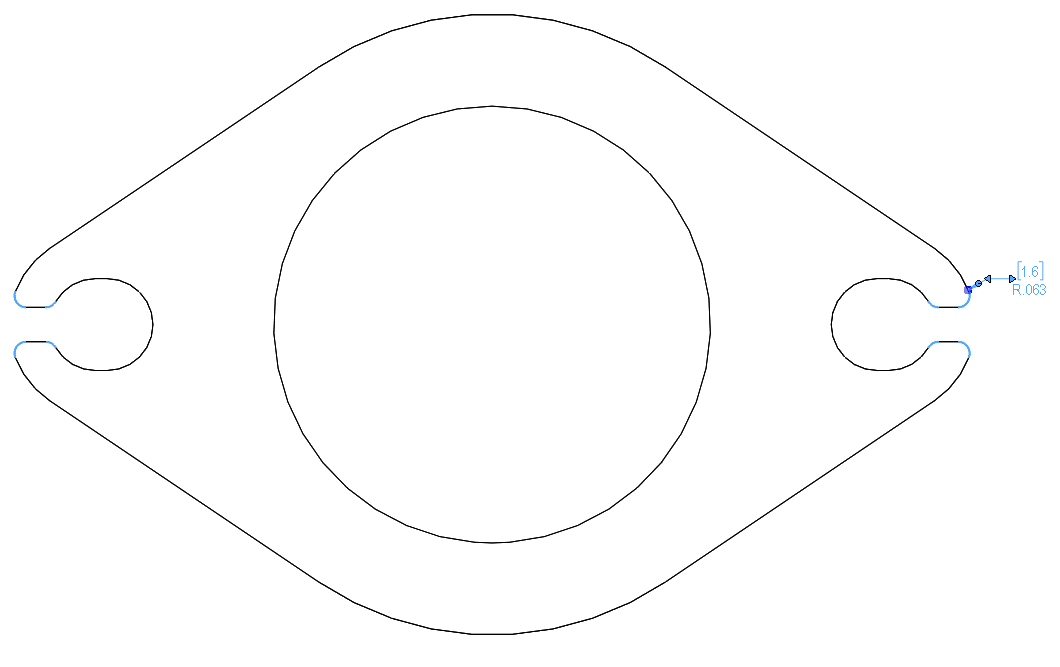
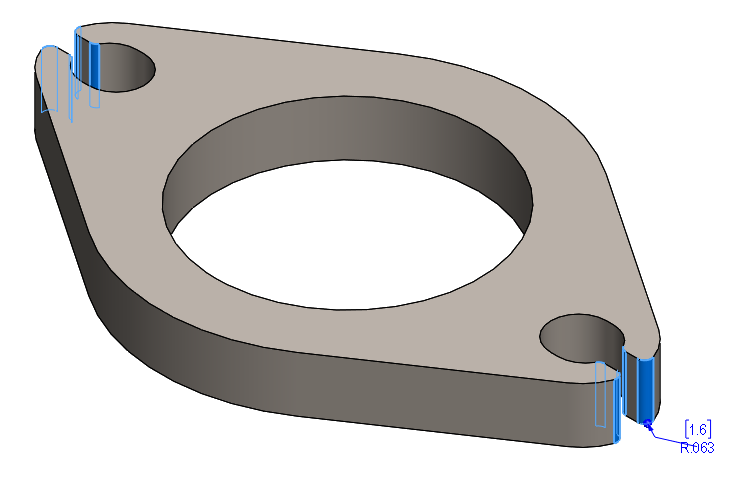
If all I’d done is copy the profile of the gasket, I’d have ended up with a part like this. It probably would’ve worked alright, but I’m not sure. I’ll explain why in the series of feature additions below.
Fit:
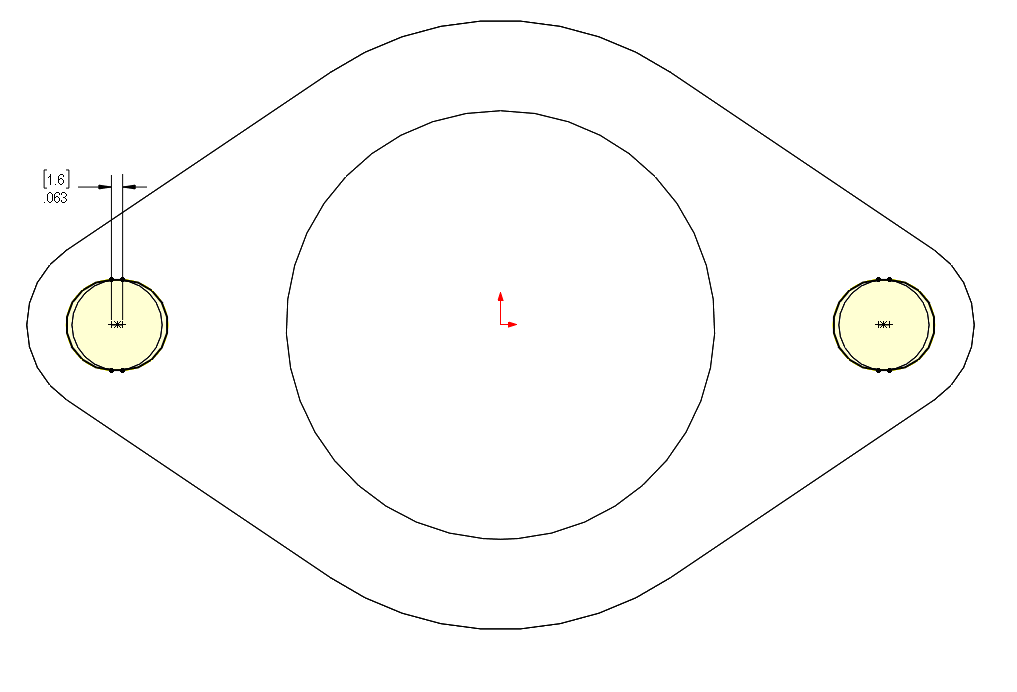
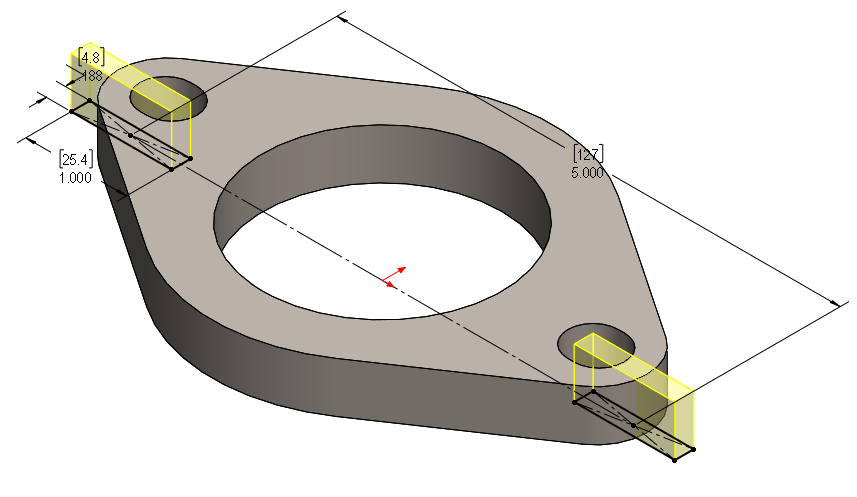
In this case, the guys were having a hard enough time getting the exhaust pipes lined up, so it seemed like slots were in order. Although 1/16″ isn’t much, it can work for lining up 2-hole flanges
lined up, so it seemed like slots were in order. Although 1/16″ isn’t much, it can work for lining up 2-hole flanges .
.
Form:
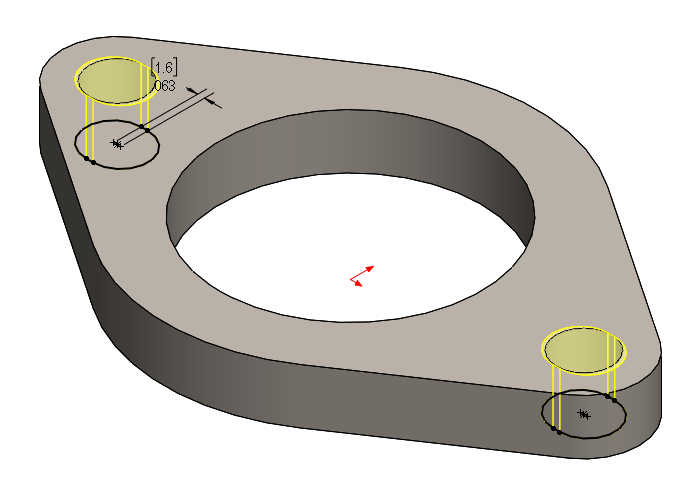
These slits are cut out so the laser doesn’t sit there, burning pierces to make separate holes. As a rule of thumb, you want holes with diameters at least as large as the material is thick. Otherwise a lot of heat can be concentrated in a small spot, and laser welds, ragged blowouts, or warpings can occur. Notice this part is made from 1/2″ steel, and the smallest holes are 1/2″ diam. That’s cutting it close. (Pun added at no additional cost).
Speaking of warping: I’m no exhaust expert, but I’ve experienced just how little a gap or hole in connections it takes to turn a quiet muffler into a screaming banshee. So I didn’t want this part to turn out warped.
Knowing tricks like this to reduce pierces-per-part can make production less expensive, better fitting, and ultimately better performing.
Why not just drill holes?
If you have a laser, it’s usually best to use it to create the entire part (if possible); rather than laser out a blank and have to further process it in a machining center, drill press, or other steps. Generally speaking, you’ll incur significantly less expenses, work time, and potential mistakes the fewer work processing steps you route a part through. On the other hand, if the part is an unusable, ragged mess because you tried to create inappropriate features on say, a laser table, it defeats the purpose of saving on other process fixturing, setup, and routing-travel complications.
Work Process Rule Of Thumb: If you can make an entire good part using a single process, it’s better than making the part via multiple different processes.
I should work on making that more pithy. Er, pithier.
More on the idea of Designing For Laser: Fillet most corners.
When you have a sharp, pointed corner, many lasers will interpret that as the end of a line (which it is), and essentially stop or linger there while changing direction. This is like a pierce point, and can lead to the same issues of ragged blowouts, welds or heat deformation. A way to design this problem out of a part is to add fillets–even very small ones–to all corners to get the laser to keep traveling around a radius instead of stopping at a point and concentrating the heat energy there.
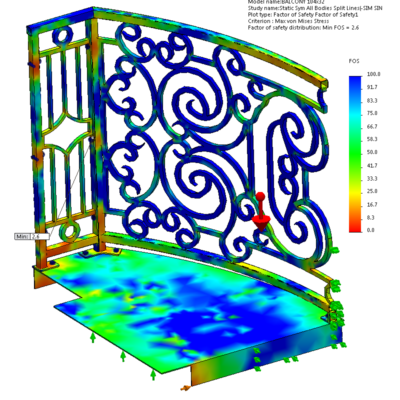
Side Note: Sharp corners are also where stress forces concentrate, creating likely failure or crack points. Creating tangent radii instead of sharp corners gives an easier pathway for forces to travel and spread across more area and volume.
Function:
Now hopefully these changes and features lead to a better part coming off the laser table, with smoother edges, consistent surfaces, and better fit. (In my case, the spacer did indeed work great and got rid of exhaust noise).
Have some simple parts you’re trying to replace, improve upon, or invent?
Want someone like me to to take your sketches, tweak the features for fabrication, and turn them into a package any shop can use to create real parts?
- Contact me here, and submit a photo or scan of your project if you’re at that point.
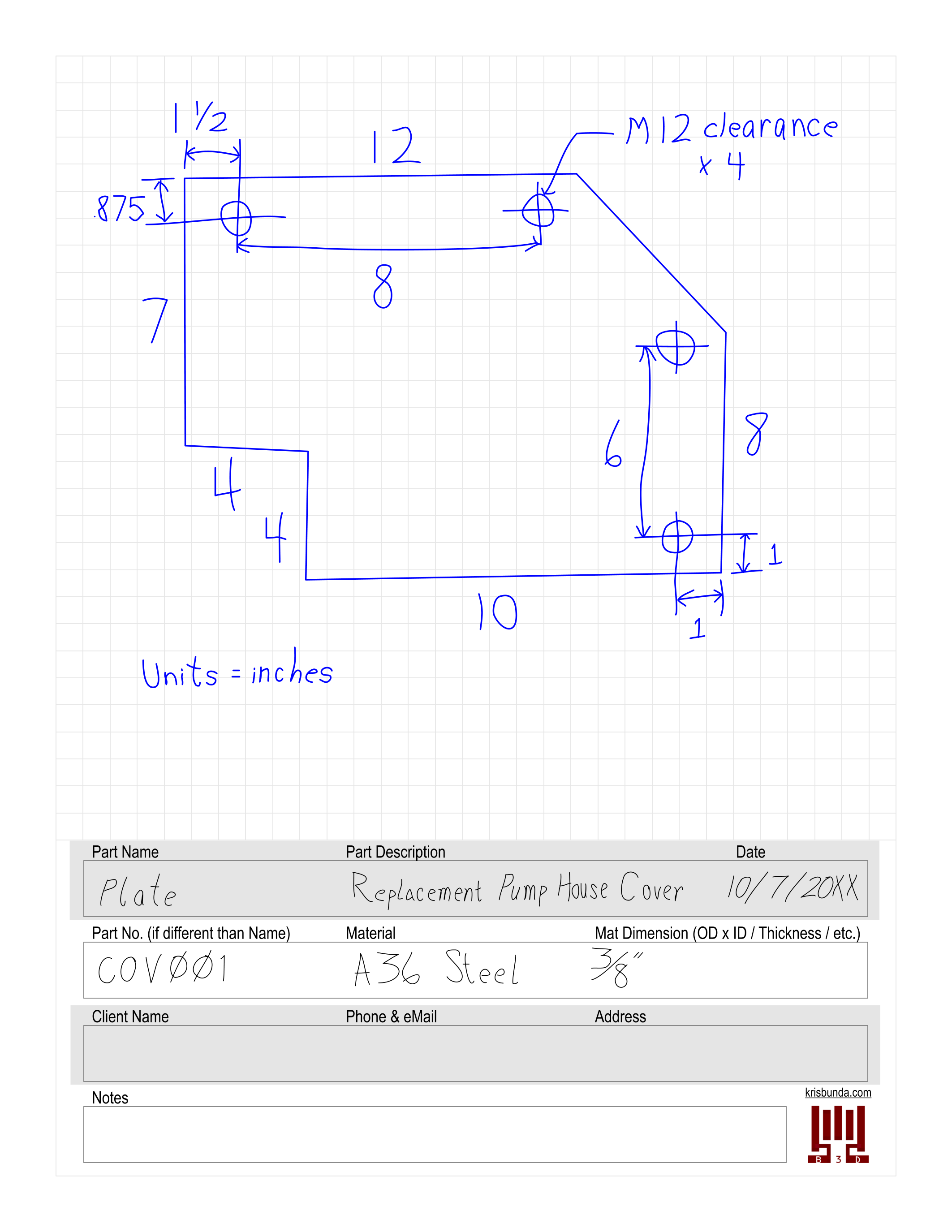
- Even better if you send the “Part Creation Sheet” shown below.
- If we work together, you’ll receive a print like this “Spacer” drawing for approval, to see if I’m understanding your vision.
- Then, either I can recommend a fabricator that will make the pieces and ship to you, or you can take the files and do it yourself.
PDF: SIMPLE REPLACEMENT PART OR ADAPTER – DRAWING PRINT
Here’s how to Communicate Your Dimensions:
- Download this PDF, print it out, draw your parts and dimension them.
- You don’t need to buy a drafter’s desk
 and T-square, just hand sketch it.
and T-square, just hand sketch it.
- You don’t need to buy a drafter’s desk
- I’ll send you a print for approval in case changes are in order. Together, we’ll get it how you want it.
 and
and  , just hand sketch it.
, just hand sketch it.PDF: B3D PART CREATION SHEET
Don’t pursue perfection, just start!
The part creation sheet example above would be a great way to kick off a project. There’s no extra credit for rivaling da Vinci’s sketch book . Write a text message, not War & Peace
. Write a text message, not War & Peace . I’ve interpreted many quick ‘n’ dirty design sketches
. I’ve interpreted many quick ‘n’ dirty design sketches , so don’t be sheepish, there’s no way you’ll be the worst. If I’m genuinely confused, I’ll get a hold of you and clarify.
, so don’t be sheepish, there’s no way you’ll be the worst. If I’m genuinely confused, I’ll get a hold of you and clarify.




Leave a Reply